
Introduction

Three-platen all-electric injection molding machines sit in a specific niche: they target processors that need electric repeatability and cleanliness but still want the mold layout flexibility that a multi-platen clamp can provide for larger molds, multi-cavity tools, and automation-heavy cells. In practice, these machines are most often evaluated for tight-tolerance automotive connectors, cleanroom-compatible medical consumables, and electronics housings where scrap rate, startup stability, and energy consumption can be measured line-by-line.
According to QYResearch, the global three platen electric injection molding machine market is projected to reach approximately US$ 929.47 million by 2025, implying a 7.2% CAGR (compound annual growth rate). To place energy efficiency and compliance in context, manufacturers also increasingly align equipment decisions with regulatory and customer frameworks such as the EU Ecodesign measures and clean manufacturing expectations in medical supply chains.
TL;DR: Three-platen all-electric machines are chosen less for “general electrification” and more for measurable gains in stability, cleanliness, and mold/layout flexibility—especially in regulated or high-precision production.
What Is a Three Platen Electric Injection Molding Machine?
A three platen electric injection molding machine uses three platens in the clamping unit (fixed platen, moving platen, and an additional platen—often called the third platen) to manage mold opening/closing and force transmission. In most designs, the clamp is built around tie bars (the four steel bars guiding platen movement and carrying clamp load) and a toggle mechanism (a linkage that multiplies force as it straightens near lock-up).
All-electric means the main motions—clamping, injection, plasticizing (screw rotation), and ejection—are driven primarily by servo motors (electric motors with closed-loop feedback control). Some machines marketed as “electric” may still include small hydraulics for auxiliary functions (e.g., core pulls), so buyers should confirm the architecture during specification.
How three-platen differs from other electric architectures (and why it matters):
- Two-platen electric/hybrid machines: typically use two main platens and longer platen travel; they can be excellent for large molds, but they don’t provide the same intermediate platen kinematics that can help with mold layout constraints in certain tooling/automation setups.
- Direct-clamp electric machines: use servo-driven ball screws or linear drives to generate clamp force directly (instead of a toggle). They are often favored for precision and control, but the mechanical “feel” and force build-up differs from toggle-based three-platen designs.
- Hybrid three-platen machines: often keep a hydraulic clamp (or hydraulic intensification) while electrifying screw rotation, dosing, and/or auxiliary axes—common when tonnage or pressure needs make full electric less practical.
Typical segment ranges (market “center of gravity,” varies by OEM): three-platen all-electric systems are commonly seen in roughly ~200 to 650 tons of clamp force, with shot sizes often in the ~300 g to 3,000 g range depending on polymer, screw diameter, and injection unit configuration. Above that, hybrid or hydraulic clamping remains common, especially when the process needs sustained high pressures or large projected areas.
TL;DR: A three-platen all-electric machine is not “just an electric IMM”—it’s a distinct clamp architecture that can improve mold/automation fit while keeping servo-driven precision.
Three-Platen Clamping Mechanics (Technical Deep Dive)
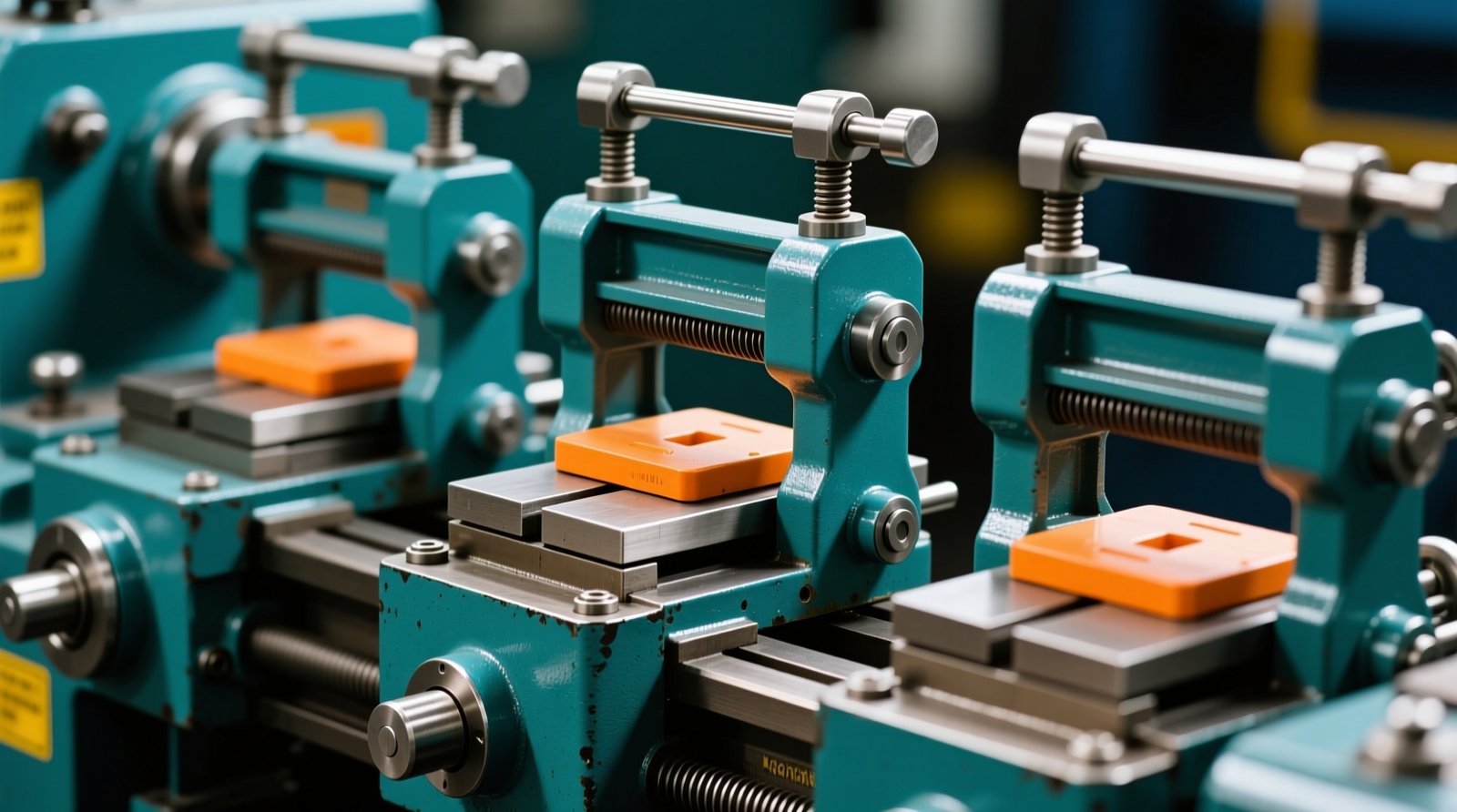
The third platen changes how stroke, mold accessibility, and force transmission can be packaged. In many three-platen toggle designs, the extra platen helps separate functions: one platen can manage motion while the other supports toggle geometry and load transfer. That can translate into practical tooling advantages in production.
- Mold layout flexibility: The additional platen and linkage geometry can improve how the mold sits relative to tie-bar spacing. For certain molds with large runner systems, valve-gate manifolds, or automation clearance needs, three-platen geometry can make the difference between “fits without compromises” and “requires redesign.”
- Better utilization of tie-bar spacing: Tie-bar spacing is often the hard limit for mold width/height. Three-platen layouts can offer more usable daylight and clearance in some configurations, improving the chance that a multi-cavity tool fits without pushing to a bigger tonnage class.
- Clamp force distribution and platen parallelism: With the toggle approaching lock-up, clamp force rises steeply. A well-designed three-platen structure can support consistent platen parallelism (reducing flash risk and uneven wear) when paired with closed-loop servo control and mold-protection algorithms.
Where hydraulics can still win: If a job involves very thick-wall parts, very large projected areas, or high-pressure engineering thermoplastics (e.g., high glass-filled grades requiring sustained packing pressure), hydraulic clamps can be more forgiving in peak force delivery and robustness at extreme tonnage. Many high-tonnage programs therefore remain hybrid or hydraulic clamp, even when the injection unit is electrified.
TL;DR: The third platen mainly earns its keep by improving real-world mold fit, clearance, and force consistency—yet very large or high-pressure jobs often still favor hybrid/hydraulic clamping.
Performance in the Real World: Mini Case Examples (KPIs That Typically Move)
Automotive (all-electric toggle injection molding for automotive connectors): A Tier supplier running multi-cavity connector housings (tight dimensional tolerances, frequent material changes) commonly replaces older hydraulic toggle machines with three-platen all-electric platforms to stabilize shot-to-shot repeatability and reduce startup scrap. Typical KPI improvements reported by processors in comparable upgrades include:
- Lower energy use (servo motors draw power mainly during motion vs. constant hydraulic pump losses)
- Shorter recovery time and more stable dosing due to precise screw speed/position control
- Less flash and fewer short shots via consistent clamp build-up and injection profile repeatability
Medical (cleanroom-compatible electric injection molding): For parts such as diagnostic cartridge components or syringe-related subcomponents, all-electric machines reduce oil-mist/contamination risk and can simplify cleanroom practices. Cleanrooms are typically defined by ISO classifications (e.g., ISO Class 8, ISO Class 7), as specified in ISO 14644-1. Processors often track:
- Reduced particle/contamination incidents tied to eliminating hydraulic oil systems near the process area
- Higher OEE (overall equipment effectiveness) from fewer leaks, filter changes, and unplanned stops
- Lower noise, improving operator environment in enclosed cleanroom spaces
TL;DR: Buyers don’t just “go electric” for a brochure claim—typical wins show up in energy, scrap, startup stability, and cleanroom risk reduction.
Global Market Outlook (2025 Baseline + Post-2025 Trajectory)
Using the QYResearch 2025 projection of US$ 929.47M as a baseline, demand is shaped by three non-identical forces: (1) electrification for energy and carbon reporting, (2) quality requirements in regulated/precision parts, and (3) automation/traceability needs tied to Industry 4.0 (digitally connected production). For reference, “Industry 4.0” broadly describes integrating connectivity, data collection, and analytics into manufacturing systems; a practical starting point is the German government’s platform overview at Plattform Industrie 4.0.
Beyond 2025 (directional view through ~2030): many markets continue to electrify, but growth rates can moderate as early replacement waves finish and as hybrid architectures capture very large-tonnage requirements. Post-2025 upside is most tied to (a) EV-related connector and sensor growth, (b) medical localization and capacity buildouts, and (c) packaging line modernization—while saturation risk appears first in mature regions where most premium cells are already electric.
TL;DR: The 2025 market projection is a useful anchor; after 2025, growth is likely to depend more on replacement timing, EV/medical expansion, and how quickly hybrid solutions bridge large-tonnage needs.
Based on typical installation patterns for injection molding equipment and where high-volume plastics manufacturing clusters exist, the three-platen electric injection molding machine market is generally led by Asia-Pacific, followed by Europe and North America. Using the 2025 market value (US$ 929.47M) as a reference point, a practical working split many buyers use for planning and benchmarking is:
- Asia-Pacific: ~45–55% (China, Japan, South Korea, ASEAN manufacturing hubs; strong electronics, appliances, and increasingly medical supply chains)
- Europe: ~20–25% (high concentration of premium automotive, medical, and technical molding; strong energy-efficiency focus)
- North America: ~15–20% (automotive, medical, packaging modernization; reshoring/regionalization of supply chains)
- Rest of World (Latin America, Middle East & Africa): ~5–10% (more selective adoption; growth tied to export-oriented plants and multinational standards)
Note: exact percentages vary by definition (three-platen only vs. all-electric broadly), OEM shipment accounting, and whether hybrids are included. Use these as planning ranges unless you have audited shipment data by clamp architecture.
TL;DR: Asia-Pacific typically leads deployments, Europe follows with premium/regulated demand, and North America remains a major buyer as medical and automotive programs modernize.
End-Use Segment Breakdown (Where Three-Platen All-Electric Fits Best)

Three-platen all-electric machines tend to concentrate where parts are dimensionally sensitive, molds are large/complex, and automation is non-negotiable. A practical segment ranking (global) often looks like:
- Automotive: typically the largest share (connectors, sensor housings, interior functional parts; EV platforms add high-voltage component demand)
- Electronics / 3C (computers, communications, consumer electronics): precision housings, connectors, thin features
- Medical: cleanroom or controlled-environment molding, tight validation and traceability requirements
- Packaging: selective—high-cavitation caps/closures often use high-speed systems; three-platen electrics show up where precision + automation + energy targets justify CapEx
- Industrial/Appliance/Consumer: broad “steady demand,” but adoption is most visible in higher-value parts rather than commodity items
TL;DR: Automotive and electronics usually lead; medical is highly attractive where cleanroom and validation matter; packaging adoption depends on speed vs. precision trade-offs and line economics.
Energy Efficiency, Compliance, and Benchmarks (Making ROI Measurable)
Energy claims are often vague in machine marketing, so it helps to anchor decisions to measurable indicators like kWh/kg (kilowatt-hours per kilogram of molded polymer) for a defined part and cycle. The specific energy consumption depends on polymer, part thickness, cycle time, barrel heating strategy, and auxiliary loads (dryers, chillers, robots). That said, all-electric clamps avoid continuous hydraulic pump losses, which is why they often show meaningful savings in high-duty, multi-shift operations.
In Europe, energy-efficiency and eco-design direction is reinforced by EU policy measures (see the European Commission Ecodesign press release). For clean manufacturing, medical processors often reference ISO 14644-1 for cleanroom classification when defining “cleanroom-compatible electric injection molding.”
Energy-efficient injection molding machine ROI (rule-of-thumb payback ranges):
- 2–4 years for 24/7 or two-to-three-shift operations where the electric machine replaces an older hydraulic platform, especially in regions with electricity costs in the ~US$0.10–0.20/kWh range.
- 4–7 years where utilization is lower (single shift), electricity is cheap, or where the hydraulic baseline is already modern and efficient.
Payback improves when the conversion also reduces scrap, startup time, and unplanned downtime—often the biggest “hidden” costs in precision molding.
TL;DR: Don’t buy on percent-savings claims—measure kWh/kg and factor uptime and scrap; many high-utilization plants target ~2–4 year payback, while low-utilization sites may see longer ROI.
Technology Trends and Innovations

Several trends are shaping how three platen electric injection molding machine manufacturers differentiate their platforms:
- Higher-resolution closed-loop control: more sensors and better servo tuning for repeatable injection velocity/pressure profiles and clamp protection.
- Digital connectivity: support for production data capture, traceability, and integration to MES (manufacturing execution system) and SCADA (supervisory control and data acquisition). This is central to Industry 4.0 initiatives.
- Automation-ready clamp footprints: layouts that reduce robot interference, improve mold access, and simplify in-cell inspection or assembly.
- Process compatibility: increasing use in in-mold labeling (IML) and in-mold decoration (IMD), where consistent mold motion and repeatable timing help. For micromolding, pure electric direct-drive designs often dominate, but three-platen electrics can still be used when the mold/automation package requires the clamp format and the shot size is appropriate.
Competitive technologies to acknowledge: large two-platen electric/hybrid machines compete strongly for very large molds, and multi-component/overmolding systems (e.g., rotary platens or index tables) can change the decision entirely if the product requires multi-shot capability.
TL;DR: Differentiation is shifting from “electric vs. hydraulic” to controls, connectivity, automation packaging, and process-specific capabilities (IML/IMD, traceability, multi-shot alternatives).
Hydraulic vs Hybrid vs All-Electric Three-Platen: Practical Comparison
The table below summarizes typical trade-offs (actual results depend on OEM design and application):
| Attribute | Hydraulic (three-platen or conventional) | Hybrid (often electric injection + hydraulic clamp) | All-electric three-platen |
|---|---|---|---|
| CapEx (purchase price) | Lower to mid | Mid | Mid to higher |
| OpEx (energy) | Higher (pump losses) | Mid | Lower (power on demand) |
| Precision & repeatability | Good (varies widely) | Good to very good | Very good (servo control + repeatability) |
| Maintenance | Oil, seals, leaks, filtration | Mixed maintenance profile | Less oil-related work; focus on servo/mechatronics |
| Noise / cleanliness | Higher noise; oil risk | Mid | Lower noise; reduced contamination risk |
| Best-fit applications | Very large parts, thick walls, high-pressure packing | Large tonnage with efficiency goals | Precision, cleanroom, automation-heavy, high-cavitation technical parts |
TL;DR: All-electric three-platen is a premium choice for repeatability/cleanliness and measurable operating savings; hybrid often wins when tonnage and peak force needs climb; hydraulic remains relevant for extreme or demanding pressure/packing scenarios.
Total Cost of Ownership (TCO): What Actually Changes by Machine Type
TCO (total cost of ownership) should be modeled beyond energy alone. Key cost elements that frequently diverge between hydraulic, hybrid, and all-electric three-platen machines include:
- Energy: machine + auxiliaries (dryer, chiller, robot). Electric clamp and servo drives often reduce machine-side kWh, especially at high utilization.
- Maintenance labor and consumables: hydraulic oil, filters, leak remediation vs. servo-related preventive checks and spares.
- Downtime risk: oil leaks and temperature drift can create quality stops in hydraulics; electrical systems shift risk toward drives, encoders, and electronic troubleshooting.
- Scrap and startup loss: repeatability and control resolution often reduce startup scrap and stabilize capability (Cp/Cpk) on tight-tolerance parts.
- Quality and compliance overhead: clean manufacturing requirements (medical, food-adjacent packaging) can increase the penalty of oil-based systems.
TL;DR: TCO is usually won on scrap + uptime + utilization—not just a headline energy percentage.
How to Choose a Three Platen Electric Injection Molding Machine (Buyer Checklist)
For buyers searching “three platen electric injection molding machine manufacturers” and comparing specs, the most practical selection criteria are application-driven:
- Clamp tonnage (tons/kN): match projected area + safety factor; don’t oversize without reason (CapEx and energy go up).
- Shot size & injection unit: verify maximum shot volume, plasticizing rate, and pressure capability for your polymer (especially filled engineering resins).
- Mold size and tie-bar spacing: confirm mold fits with automation, valve-gate plumbing, and tool handling clearances.
- Required tolerances and repeatability: request capability data or references on similar parts (connectors, medical housings, thin-wall features).
- Cleanroom requirement: define target ISO class (e.g., referencing ISO 14644-1) and ask about lubrication strategy, covers, and contamination controls.
- Energy tariffs and duty cycle: run an ROI model using your electricity cost, operating hours, and measured kWh/kg targets (energy-efficient injection molding machine ROI).
- Automation level: robot interface, vision, in-mold labeling/decoration (IML/IMD), downstream assembly, and data integration (MES/SCADA).
TL;DR: Choose on fit-to-mold, fit-to-polymer, duty cycle ROI, and automation/cleanroom requirements—not brand reputation alone.
Leading Manufacturers and Competitive Landscape (Positioning Notes)
The competitive field includes global premium OEMs and high-volume Asian manufacturers. Positioning varies by tonnage focus, control platforms, and application strength (medical, packaging, automotive). Key names often considered in this segment include:
- Sumitomo (SHI) Demag: strong presence in all-electric platforms; commonly referenced for high-repeatability production in medical and technical automotive molding.
- ENGEL: strong in integrated automation and system solutions; often selected where in-cell automation and digital integration are decisive.
- ARBURG: recognized in precision molding and process control; frequently evaluated for high-quality technical parts.
- FANUC: known for high repeatability and automation alignment; often considered for connector/electronics volumes.
- KraussMaffei: system-level engineering strength; frequently present in high-end automotive and integrated production concepts.
- Haitian International: broad portfolio with strong scale and value; often competitive in cost-performance and regional availability.
- Yizumi: expanding global footprint; competes in mid-to-high-end applications with a wide portfolio and application support emphasis.
- Nissei Plastic, Shibaura Machine, Husky (systems-led in packaging), Chen Hsong, Borche, FCS: frequently shortlisted depending on region, application, and support network.
Selection tip: ask each OEM for references specifically on three-platen all-electric installations at your tonnage class and polymer family, rather than generic “electric machine” references.
TL;DR: Manufacturer fit depends on application and region; demand references and performance data tied to three-platen all-electric use cases, not generic electric IMM claims.
Industry Value Chain Analysis
The value chain spans component suppliers (motion/control), machine OEMs, and end users integrating tooling and automation.
Upstream: Components and Subsystems
Key upstream elements include servo motors/drives, controllers (often PLC-based—PLC means programmable logic controller), encoders, ball screws/linear guides, and thermal control hardware. Representative component ecosystems include linear motion providers and industrial automation suppliers such as THK (linear motion) and Schaeffler or SKF (bearings), alongside drive/control vendors.
TL;DR: Electric three-platen performance is heavily influenced by upstream motion/control quality—drives, feedback, and mechanical precision matter as much as clamp tonnage.
Midstream: OEMs and System Integrators
OEMs assemble the clamp/injection units, integrate controls and safety systems, and increasingly deliver “cells” that bundle robots, conveyors, vision inspection, and data connectivity.
TL;DR: The midstream value is shifting toward turnkey cells (machine + automation + data), not just the press itself.
Downstream: End Users and Production Cells
Downstream users include automotive suppliers, medical device molders, electronics manufacturers, and packaging producers. Many run formal KPI systems for OEE (overall equipment effectiveness), energy per part, and scrap rate—metrics that reveal whether an all-electric three-platen upgrade is delivering value.
TL;DR: End users increasingly buy outcomes (OEE, scrap, kWh/kg), so machine selection and process support are inseparable.
Market Drivers, Restraints, and Limitations (Nuanced View)
Drivers: precision and repeatability requirements, clean manufacturing expectations (medical/electronics), measurable energy savings at high utilization, and automation/traceability needs in Industry 4.0 programs.
Restraints: higher upfront cost, the need for servo/mechatronic maintenance skills, and the reality that very large-tonnage or high-pressure packing applications often remain better served by hybrid/hydraulic clamping.
Limitations to consider: very large parts can push beyond practical all-electric three-platen tonnage; thick-wall parts and high-pressure engineering resins may favor hydraulic robustness; and some multi-component products may be better served by rotary platen or dedicated overmolding systems.
TL;DR: Adoption is strongest where electric control solves measurable quality/energy problems; it slows where tonnage, pressure, or multi-shot process needs change the economics.
About QYResearch (Methodology-Focused)
QYResearch (founded in 2007 in California) publishes market research and consulting reports used by industrial stakeholders. For credibility in market sizing, buyers typically look for clarity on methodology: the balance of primary research (interviews with OEMs, component suppliers, processors) and secondary research (public financials, trade data, regulatory sources), plus validation steps such as triangulation across shipment estimates, pricing bands, and installed base checks.
For more information, visit https://www.qyresearch.com.
TL;DR: Treat any single forecast as a planning input—methodology transparency (primary + secondary + validation) is what makes a market estimate decision-useful.
Conclusion

The three platen electric injection molding machine market is best understood as a targeted equipment segment—not a generic “electric machine” story. The third platen and clamp geometry can improve mold fit and automation packaging, while servo-electric drives deliver repeatability, cleanliness, and measurable energy savings in high-duty production. QYResearch projects the market to reach ~US$ 929.47M by 2025 at a 7.2% CAGR, with momentum anchored in automotive electrification, medical clean manufacturing, and connected factories.
At the same time, the most demanding large-tonnage, thick-wall, or high-pressure engineering applications often remain in hybrid or hydraulic clamping. The best procurement outcomes come from modeling TCO (energy + maintenance + downtime + scrap) and validating performance on comparable molds, materials, and automation requirements.
TL;DR: Three-platen all-electric machines win when mold/automation fit and repeatable quality matter—and when utilization is high enough for ROI—while hybrids/hydraulics still dominate the extremes of tonnage and pressure.
FAQ
Q: What’s the difference between a three-platen all-electric machine and a two-platen electric or hybrid press?
A: A three-platen all-electric machine uses an additional platen in the clamp mechanism, which can improve mold layout flexibility and clearance in some tooling/automation setups. Two-platen designs often target very large molds with fewer moving structures, and hybrids typically keep hydraulic clamping (or intensification) while electrifying other axes. The “best” option depends on mold fit, required tonnage, and whether the process needs extreme packing pressure.
Q: Are three platen electric injection molding machines suitable for cleanrooms?
A: They are commonly used in cleanroom or controlled-environment molding because they reduce hydraulic-oil contamination risk and can run with lower noise and cleaner operation. Cleanroom requirements are often defined using ISO cleanroom standards such as ISO 14644-1, and you should confirm lubrication strategy, guarding, and maintenance practices with the OEM to meet your target class.
Q: What is a realistic energy-efficient injection molding machine ROI for upgrading from hydraulics?
A: Many high-utilization plants (two to three shifts or 24/7) target roughly 2–4 years payback when an all-electric machine replaces an older hydraulic press, especially where electricity prices are moderate to high. Lower utilization or already-efficient hydraulic baselines can push ROI to 4–7 years. The strongest cases include reduced scrap, faster startups, and improved uptime—often bigger financial levers than energy alone.
Q: Which applications most often justify all-electric toggle injection molding for automotive?
A: Automotive connector housings, sensor-related components, and other tight-tolerance technical parts often justify all-electric toggle-based platforms due to repeatable injection profiles, stable clamp behavior, and improved process capability. Programs with high cavitation, strict dimensional control, and automated handling/inspection tend to show the clearest KPI improvements.
Q: What should I ask three platen electric injection molding machine manufacturers during sourcing?
A: Ask for (1) reference installations specifically on three-platen all-electric machines in your tonnage class, (2) measured energy data (ideally kWh/kg or kWh/part on comparable cycles), (3) mold fit constraints (tie-bar spacing, daylight, platen size), (4) pressure/shot capability for your polymers, and (5) connectivity/automation readiness for your cell (robots, vision, MES/SCADA integration).






